Project Description
UHT Milk Processing Line
UHT Milk Processing Line Description
UHT milk is a dairy product with a long shelf life that can be directly consumed. This dairy product not only improves the color and taste, but also improves the original nutritional value. Sterilized milk, also known as long-lasting fresh milk, refers to products that use fresh milk as raw material, then after being purified, pre-pasteurized, standardized, homogenized, UHT sterilized and aseptically packed into containers.
UHT milk does not need to be refrigerated and can be stored at room temperature. Depending on the packaging container, the shelf life generally ranges from 3 months to 12 months.
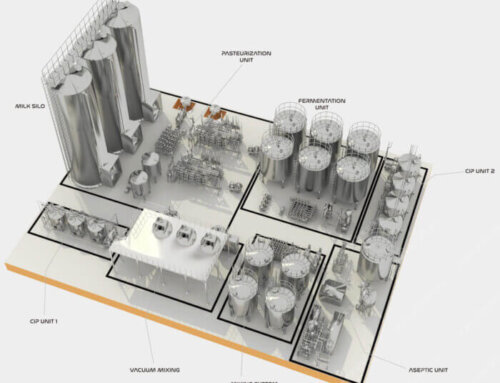
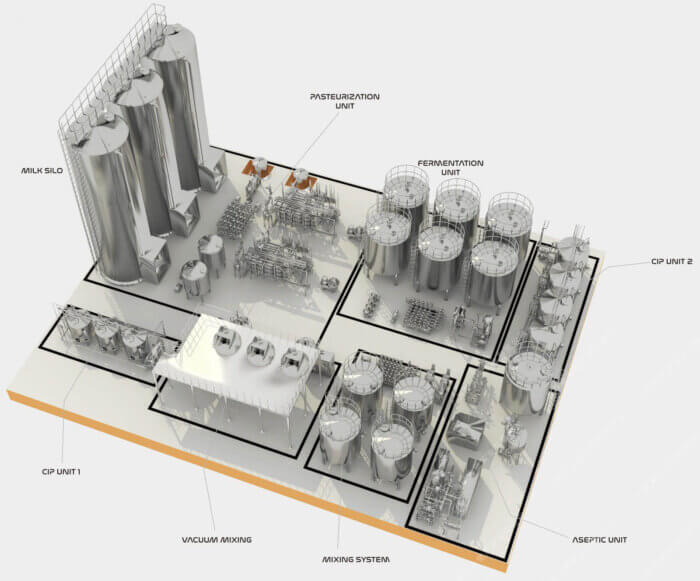
The UHT milk processing equipment includes raw milk receiving and cooling system, raw milk standardization and prepasteurization system, milk UHT sterilizing system, UHT milk aseptic storage and filling system. The auxiliary equipment, like the CIP system, chill water generating system, boiler, and RO soft water treatment system, is needed for the whole production line. All the machines are made of SUS304/316L material.
The capacity of the production line can be designed from 1 ton/hour to 50 tons/hour according to the different requirements of customers. 200g—2500g aseptic cartons, aseptic pouches or PE bottles can be packed according to the client’s different requirements.
Due to the strict hygiene requirements of UHT milk processing, the whole system are fully automatic and controlled by PLC and automatic pneumatic valves to avoid the risk of secondary pollution. The whole system keeps milk processed in a closed environment to ensure the commercial aseptic state of the final product.
The UHT (Ultra High Temperature) milk production process typically involves raw milk reception, milk separation, pasteurization and standardizing, homogenization, degassing, sterilizing at 135-150°C for 2-4 seconds, cooling, aseptic filling, and packaging.
The End Products Of UHT Milk Processing Line
UHT milk in bottles: The secondary sterilized milk usually will be filled into PE material bottles, and the shelf life is 6 months at normal temperature.
UHT milk in aseptic cartons: The most popular package for UHT milk is aseptic cartons, the aseptic cartons include diamond pack cartons, SIG Combibloc pack cartons, and Tetra Pak aseptic brick cartons. These cartons are composed of 3-7 layers of paper, PE, and aluminum foil composite material, which has very good light resistance and airtightness and extends milk shelf life to 6-9 months stored with 20-25℃.
UHT milk in aseptic pouches: It mainly refers to Tetra Pak aseptic pillow pouches and PrePack pouches. The shelf life of UHT milk in these aseptic pouches can also reach 45-60 days.

Technological Flowchart Of UHT Milk Processing Line
The raw milk undergoes acceptance, preliminary purification(if you want to make skimmed UHT milk, you can add one centrifuge separator to remove the fat in milk after purification),pre-pasteurization, and then cools to about 4℃, and stores it in a milk insulation tank. After standardization, homogenization, UHT sterilization and degassing, the end UHT milk will be filled into an aseptic carton or pouch packaging.

Classification Of UHT Milk Processing Line
According to the sterilization method
Secondary sterilization milk: the milk is pasteurized in advance, then filled into the container, and then sterilized by pressure in a retort sterilizer at 110-120°C for 10-20 minutes. This kind of sterilized milk is generally filled into plastic bottles or glass bottles. The product shelf life generally reaches 6 months.
Ultra-high temperature sterilized milk (UHT milk): raw cow (goat) milk is used as raw material, with or without reconstituted milk. In the state of continuous flow, it is generally sterilized at 135-150℃, holding for 0.5-4S. By increasing the sterilization temperature and significantly shortening the holding time, it effectively eliminates harmful microorganisms while preserving nutritional value and sensory quality. After sterilization, the milk is filled under sterile conditions into aseptic cartons or aseptic pouches, allowing for an extended shelf life at ambient temperature without the need for refrigeration.
According to protein content:
UHT Sterilized pure milk (P≥2.9%): raw cow and goat milk or reconstituted milk as raw materials, skimmed or non-skimmed, ultra-high temperature instantaneous sterilization, and aseptic filled into cartons or pouches.
UHT Sterilized flavored milk: (P≥2.3%): The protein content needs to be greater than or equal to 2.3%, and ingredients like fruit juice can be added to such dairy products.
According to fat content:
Whole UHT Milk(fat≥3.1%): It means full-fat UHT milk, the fresh milk fat will not be separated by the disc separator and after receiving, the milk will be UHT sterilized and filled into containers.
Skimmed UHT Milk(fat≤0.2%): The fresh milk will go through a disk centrifuge separator to separate the fat in the milk. It can be divided into low-fat milk or fat-free skimmed milk products.
Key Machine Of UHT Milk Processing Line
Raw milk receiving system
The raw milk receiving system is the initial stage of a dairy processing line, designed to receive, inspect, store, and transfer raw milk from delivery tankers or storage silos into the processing facility under hygienic and temperature-controlled conditions, it usually includes the following equipment:
-
Milk Unloading Station: Includes flexible hoses, couplings, and pumps to unload milk from tankers.
-
Weighing/Measuring System: Weighbridge or flowmeter to accurately measure the incoming milk quantity.
-
Milk Filter: Removes physical impurities (e.g., dirt, straw) before storage by the sieve screen.
-
Cooling Unit (if required): Cool the milk to 4–6 °C if it arrives at a higher temperature with a plate cooler.
-
Storage Tanks (Silos): Insulated and temperature-controlled to maintain milk freshness.

Purification of raw milk
The purpose of raw milk purification is to remove mechanical impurities in the milk and reduce the number of microorganisms. Filter purification or centrifugal purification can be used. Simple primary filtration is performed by installing a filter screen on the milk receiving tank and spreading multiple layers of gauze. The filter cloth should be cleaned and sterilized frequently. The use of a centrifugal milk purifier can significantly improve the purification effect and help improve the quality of the product. The centrifugal milk purifier can also remove breast somatic cells and certain microorganisms in the milk. The milk purifier is placed after filtering and before cooling.

Raw milk pre-pasteurization machine
The pre-pasteurization process of the UHT milk processing line involves feeding milk at 5 °C, heating it to 55 °C for fat separation, further heating to 72–85 °C with a 15-second holding time, and then cooling to 4 °C, with a three-stage disk separator connected in series with the pasteurizer when producing skimmed or low-fat UHT milk. The purpose of pre-pasteurization is as follows:
- Preliminarily kill most bacteria and pathogenic bacteria, making UHT sterilization more thorough, to ensure the safety of food and improve the storage of finished products.
- Inhibit the activity of enzymes, so as to avoid fat hydrolysis, enzymatic browning and other undesirable phenomena in the finished product.
- UHT systems can run longer between cleaning cycles and help maintain consistent heat transfer rates.
The pre-pasteurization of milk will use a plate heat exchanger to complete the process, and the plate pasteurizer has the following features:
- All pneumatic valves use Yuan’an or equivalent brand valves, and the temperature can be automatically controlled.
- The plate is divided into a preheating section, heating section, temperature holding section and cooling section.
- Material heating, pasteurization using hot water, hot water is heated by steam through the brazed plate, and cooling through ice water cooling.
- Operation control by Siemens or equivalent brand PLC control, with touch screen operation.
- Imported diaphragm pump, imported conductivity meter.

Milk standardized system
Milk standardization system are specially designed vessels used to adjust the fat and solid-non-fat (SNF) content of milk to meet specific product requirements (e.g., full-fat, low-fat, or skimmed milk) before homogenization and further processing. Standardizing the milk can optimize product quality and consistency across batches and ensure uniform fat content in the final milk product.
The milk standardization system mainly includes cream separator, mass flowmeter, control valves, standardizing tanks, etc. Adjust milk fat to target values, such as: whole milk: 3.0–3.5% fat; Semi-skimmed milk: 1.0–2.0% fat; Skimmed milk: ≤0.2% fat; and after separation, the fat in milk can only have 0.2% if we use GEA or Alfa Laval centrifuge separators.

Milk homogenizer and vacuum degasser
The milk degasser can remove dissolved air from milk before it undergoes homogenization, UHT treatment, or packaging. Degassing helps improve product stability, taste, shelf life, and appearance. The milk feeds into the vacuum tank, the vacuum environment causes dissolved air to vaporize and be extracted, then the released gases are evacuated through a vacuum pump, and degassed milk is discharged under controlled pressure
Homogenizer is the mechanical treatment of the fat globules in the milk, so that the fat globules are uniformly distributed in the milk. Homogenization generally adopts a two-stage homogenization. The material continuously passes through two homogenizing heads to open the sticky fat balls. The homogenization temperature is 55-65 degrees Celsius, and the pressure is 20- 25MPa. This kind of homogenized milk quality and effect all reached good.

UHT milk sterilizer
The ultra-high temperature instant sterilization machine is a core process of producing UHT milk, it means that the milk is heated to 130-150°C through a heat exchanger under the state of continuous flow, and kept at this temperature for 4-6S to achieve commercial sterility. Sterilized by this method, on the premise of effectively killing microorganisms, the nutrients in the milk are retained to a great extent, and the produced milk can be stored at room temperature for about 6 months to about a year.
Ultra-high temperature sterilization methods are divided into indirect and direct methods:
Indirect heating: The raw milk is preheated to 66℃ by the high-temperature sterilized milk in the previous stage in the plate or tube heat exchanger (while the high-temperature sterilized milk is cooled by the new milk), and then passes through a homogenizer at a pressure of 15-25mpa After homogenization, it enters the heating section of the heat exchanger, is heated by the hot water system to 137℃, enters the insulation pipe for 3-5S, and finally enters aseptic cooling, from 137℃ to 76℃, and finally enters the recovery stage. The fresh milk is cooled to 20°C, and finally enters aseptic filling. The milk temperature changes during the indirect UHT sterilization process are as follows: raw milk (5°C)-preheated to 66°C, steam is directly heated to 137°C for 4S, cooled to 76°C, homogeneous (15-25mpa)-freshly fed milk (5℃) Cool to 20℃-aseptic storage tank-aseptic packaging. When indirect heating is used for sterilization, the preheating, heating, sterilization and cooling of the milk are carried out in different exchange sections of the same heat exchanger. The milk does not come into contact with the heating or cooling medium, which can ensure that the product is not contaminated by foreign substances. Milk heating and milk cooling perform heat exchange, recovering 85% of the heat, which greatly saves steam and cooling water.
Direct heating: it refers to spraying aseptic steam into the milk under high pressure or spraying the milk into the steam, so that the milk is instantly heated to 140°C, and then enters the vacuum chamber, due to evaporation, cooling immediately, and finally aseptic Homogenize and cool under the same conditions. The specific process flow is: raw milk (5°C)-preheated to 75°C, steam directly heated to 140°C for 4S, cooled to 76°C homogeneous (15-25mpa)-cooled to 20°C-aseptic storage tank -Aseptic packaging.

Aseptic balance tank for UHT milk
The sterilized milk after ultra-high temperature sterilization and cooling should be continuously sent from the pipeline to the packaging machine immediately under aseptic conditions. In order to balance the difference between the production capacity of the sterilizer and the packaging machine, a sterile tank can be installed between the UHT sterilizer and the filling machine. Aseptic milk enters the storage tank and cannot be contaminated by bacteria. Therefore, the pipelines and valves entering and exiting the storage tank are The parts in the tank that are in contact with milk must be sterile.

UHT milk filling machine
UHT sterilized milk is usually aseptic packaged at room temperature. Aseptic filling is to fill the sterilized milk into an aseptic container under aseptic conditions. This process includes the sterilization of packaging materials or packaging containers. Since the final product needs to have a long shelf life under non-refrigerated conditions, all filling and packaging process must also provide complete protection from light and oxygen. Generally, UHT milk can be packaged in aseptic cartons or aseptic composite bags.

CIP cleaning system for UHT milk processing plant
A CIP cleaning system for a UHT milk processing plant is an essential sanitary solution designed to ensure food safety, production efficiency, and regulatory compliance in modern dairy factories worldwide. By using Clean-in-Place equipment, all critical UHT milk processing equipment—including milk receiving tanks, pipelines, plate or tubular heat exchangers, storage tanks, and filling systems—can be thoroughly cleaned and disinfected without disassembly. A well-designed UHT milk CIP system precisely controls cleaning time, temperature, flow rate, and chemical concentration, effectively removing milk fouling, protein deposits, and microbial contamination. This not only guarantees consistent UHT milk quality and extended shelf life, but also reduces water, energy, and chemical consumption.

Technical Parameter Of UHT Milk Processing Line
| Item | Technical Parameter |
|---|---|
| Raw Milk | Fresh Cow Milk, Goat Milk, Camel Milk, Donkey Milk, Horse Milk, Resconstituted Milk |
| Capacity | 10T/D-500T/D Available |
| End Pacakge | Small PET or glass bottles, Aseptic cartons, Aseptic pouches |
| UHT milk Shelf Life | 45 Days—12months according to different packing container and sterilizing process. |
| End Products | Whole UHT Milk, Skimmed UHT Milk, Flavor UHT Milk |



{kind=link}
{kind=link}
{kind=link}
{kind=link}